Termék




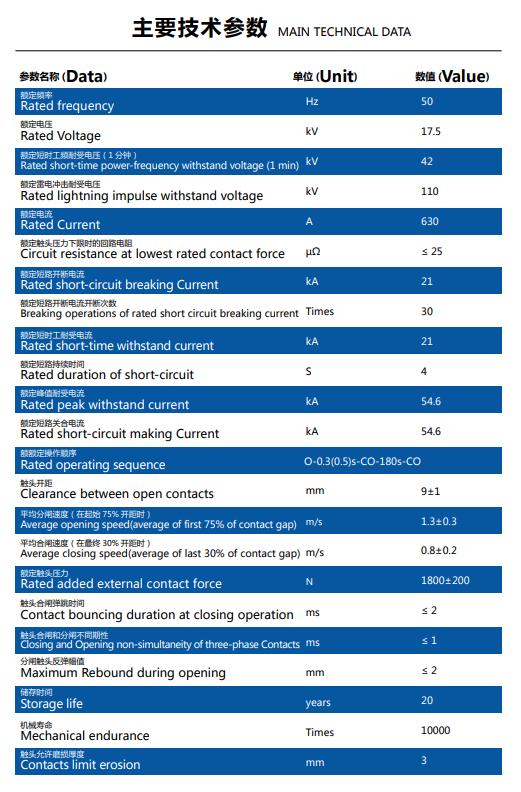
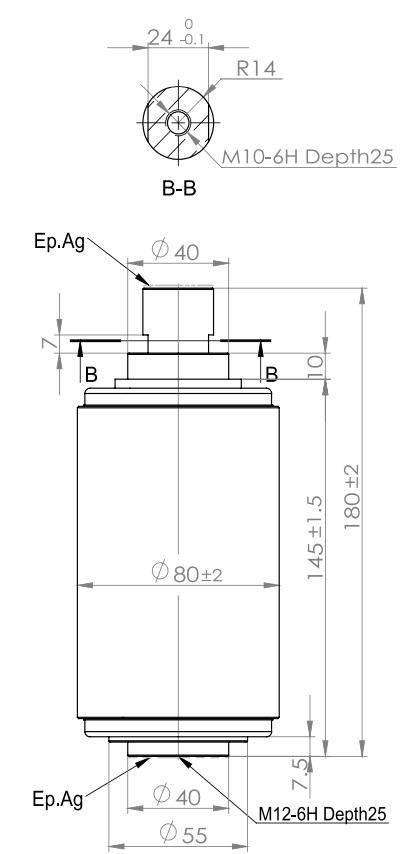
Vákuummegszakító exportra TD-17.5/630-21 (188)
A termék rövid leírása:
A vákuummegszakítók részegységeit kezdetben hidrogénatmoszférikus kemencében szerelték össze és forrasztották össze.A megszakító belsejéhez csatlakoztatott csövet használták a megszakító evakuálására egy külső vákuumszivattyúval, miközben a megszakítót körülbelül 400 °C-on (752 °F) tartottuk.Az 1970-es évek óta a megszakító részösszetevőit nagyvákuumú keményforrasztó kemencében szerelték össze kombinált keményforrasztási és evakuálási eljárással.Tíz (vagy több száz) palackot dolgoznak fel egy tételben, nagyvákuumú kemencében, amely 900 °C-ig és 10-6 mbar nyomásig melegíti fel azokat.Így a megszakítók teljesítik az "élettartamra lezárt" minőségi követelményt.A teljesen automatikus gyártási folyamatnak köszönhetően a kiváló minőség bármikor, folyamatosan reprodukálható.
Ezután a megszakítók röntgen eljárással történő kiértékelésével ellenőrizzük a belső alkatrészek helyzetét, teljességét, a keményforrasztási pontok minőségét.Ez biztosítja a vákuummegszakítók magas minőségét.
Az alakítás során fokozatosan növekvő feszültség mellett megállapítják a vákuummegszakító végleges belső dielektromos szilárdságát, és ezt egy ezt követő villámimpulzus-feszültség vizsgálattal igazolják.Mindkét művelet a szabványokban meghatározottaknál magasabb értékekkel történik, a vákuummegszakítók minőségének bizonyítékaként.Ez a hosszú élettartam és a magas rendelkezésre állás előfeltétele.
Bizonyos körülmények között a vákuummegszakító az áramkörben lévő áramot nullára kényszerítheti a váltóáramú áramkör természetes nullája (és az áram megfordítása) előtt.Ha a megszakító működési időzítése a váltakozó feszültség hullámformájához képest kedvezőtlen (amikor az ív kialszik, de az érintkezők még mozognak, és az ionizáció még nem disszipált a megszakítóban), a feszültség meghaladhatja a rés ellenállási feszültségét.
Manapság nagyon alacsony áramszaggatás mellett a vákuummegszakítók nem indukálnak olyan túlfeszültséget, amely csökkentheti a környező berendezések szigetelését.